Hot SaleASTM A106 ASTM A333 ASTM A53 Gr.B ASTM 4140 ASTM A335 P11 Varrat nélküli szénacél cső és cső


Nemzetközi GB8162-2008 (szerkezeti cső), GB8163-2008 (folyadékcső), GB3087-2017 (alacsony és közepes nyomású kazáncső), GB5310-2017 (nagynyomású kazáncső), GB6479-2013 (műtrágya speciális cső) megvalósítása , GB9948-2013 (kőolaj krakkoló cső), stb., Anyag: 10#, 20#, 35#, 45#, 16Mn, Q355B, Q345C, Q345D, 27SiMn, 15CrMo, 12Cr1MorMo, 12Cr1Mor,1,0C5Mor1,10C5Mor1, 3r .
Termékeink megfelelnek a nemzeti szabványoknak, amelyek alkalmazhatók a mérnöki, kőolaj-, szén-, textil-, villamosenergia-, kazán-, gépipar-, katonai-, gépjármű-csapágy- és egyéb területeken.A jó hírnévnek, a kiváló minőségű termékeknek, az erős erőnek és az alacsony árnak köszönhetően a vállalat több mint 30 tartományban, városban, autonóm régióban és településen, közvetlenül a központi kormányzat alá tartozik, és termékeire nagymértékben támaszkodnak a felhasználók.A jó hírnévvel rendelkező, minőségi termékekkel, erős erővel rendelkező, országszerte ismert alacsony árú cég termékei mélyen függnek a felhasználóktól.Azért vagyunk itt, hogy támogassuk új és régi ügyfeleinket az élet minden területéről az évek során
A gyártási folyamat
Az általános varrat nélküli acélcső gyártási folyamat felosztható hideghúzásra és melegen hengerelt, hidegen hengerelt varrat nélküli acélcső gyártási folyamatra, általában bonyolultabb, mint a melegen hengerelt, háromhengeres hengerelt cső tuskónak először az extrudálási méretezési teszt után kell, ha nincs válasz. repedés után a cső felületén le kell vágni vágógép után, vágás után kb méteres tuskó nő.Ezután lépjen be az izzítási folyamatba, a lágyításhoz savas folyékony pácolást használjon, a pácolásnál figyelni kell arra, hogy van-e sok buborékolás a felületen, ha sok a buborékolás, azt mutatja, hogy az acélcső minősége nem éri el a megfelelő szabványt .A hidegen hengerelt varrat nélküli acélcső megjelenése rövidebb, mint a melegen hengerelt varrat nélküli acélcsőé, a hidegen hengerelt varrat nélküli acélcső falvastagsága általában kisebb, mint a melegen hengerelt varrat nélküli acélcső, de a felület világosabbnak tűnik, mint a A vastag falú varrat nélküli acélcső felülete nem túl érdes, a kaliber nem túl sok sorja.
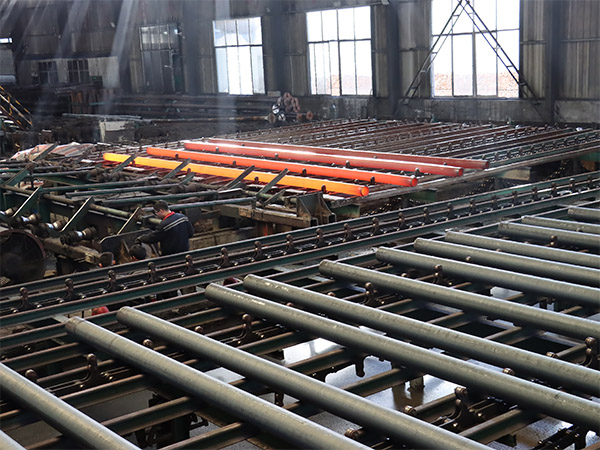
① A melegen hengerelt varrat nélküli acélcső fő gyártási folyamata (fő ellenőrzési folyamat):
A tuskó készítése és ellenőrzése → tuskó melegítése → perforálás → hengerlés → acélcső újramelegítése → méretezés (redukció) → hőkezelés → kész cső egyengetése → kikészítés → ellenőrzés (roncsolásmentes, fizikai és kémiai ellenőrzés, asztalvizsgálat) → tárolás
② A hidegen hengerelt (húzott) varrat nélküli acélcső fő gyártási folyamata:
A tuskó előkészítése → pácolás kenés → hideghengerlés (rajzolás) → hőkezelés → egyengetés → kikészítés → ellenőrzés
Paraméter
| termék név | Rozsdamentes acél tekercs | ||
| Hossz | szükség szerint | ||
| Szélesség | 3mm-2000mm vagy igény szerint | ||
| Vastagság | 0,1-300 mm vagy igény szerint | ||
| Alapértelmezett | AISI,ASTM,DIN,JIS,GB,JIS,SUS,EN stb. | ||
| Technika | Hidegen hengerelt, melegen hengerelt | ||
| Felületkezelés | Tisztítás, szemcseszórás és festés az ügyfél igénye szerint BA/2B/NO.1/NO.4/8K/HL | ||
| Vastagság tolerancia | ±0,15 mm | ||
| Anyag | A | ||
| Minőségi teszt | kínálunk MTC-t (malom teszt tanúsítvány) | ||
| MOQ | 1 tonna. A mintarendelést is el tudjuk fogadni. | ||
| Szállítási idő | 2-15 munkanapon belül a letét vagy az L/C kézhezvétele után | ||
| Export csomagolás | Vízálló papír és acél szalag csomagolva. Standard export tengerre alkalmas csomag. Öltöny mindenféle szállításhoz, vagy igény szerint | ||





